
هل أنت مستعد لإنشاء أكواب ورقية أو عبوات ورقية تحمل علامتك التجارية الخاصة بك؟
أخبرنا بمتطلباتك - الحجم والطلاء والطباعة والوجهة - وسيقوم فريقنا بإعداد عرض أسعار مفصل في غضون 24 ساعة.

Choosing the right paper cup lids starts with one rule: match the lid to the cup rim, not to the printed ounce size. A 12 oz and a 16 oz cup may use the same lid if they share the same rim diameter and rim profile. If they do not, even a small difference can lead to leaks, rocking, hard application, or lids popping off during delivery and takeaway service.
For B2B buyers, lid selection is not just a packaging detail. It affects drink safety, customer experience, line speed, storage, procurement flexibility, and claim risk. The best buying process checks size, material, fit, compliance, and supplier support before volume orders are placed.
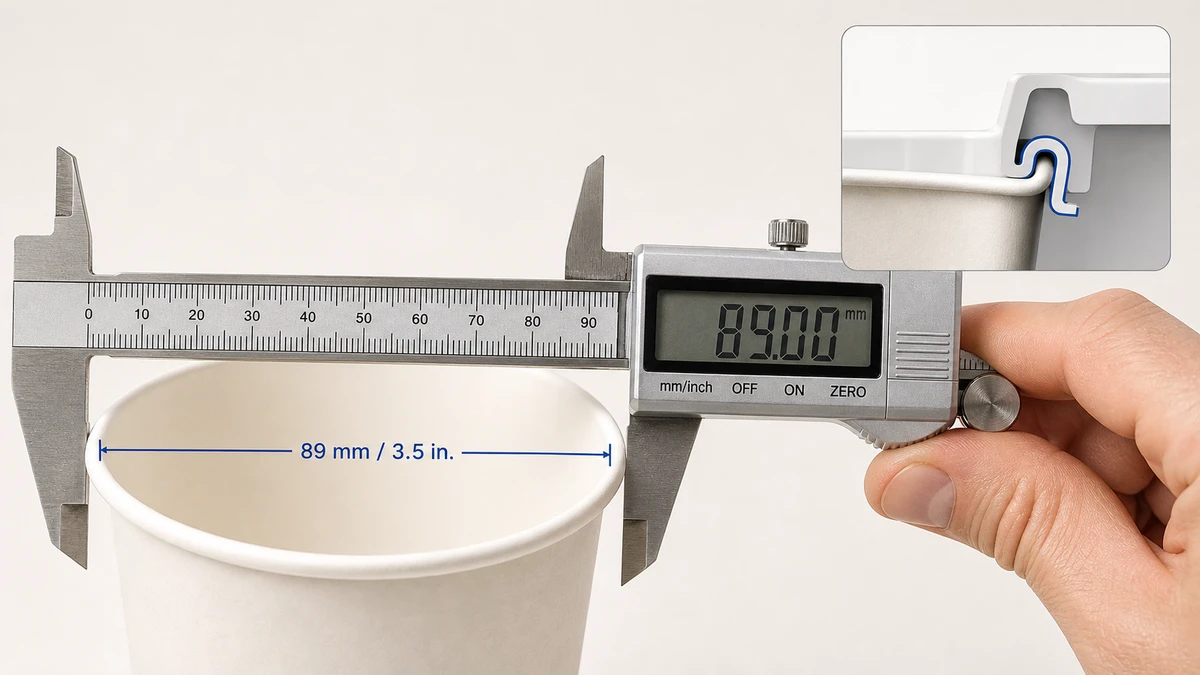
The most important size for paper cup lids is the outer diameter of the cup rim. This is the rolled edge at the top of the cup where the lid snaps on. Do not use cup body width or fluid capacity as your sizing method.
Common commercial rim sizes include 62 mm, 80 mm, 83 mm, 89 mm, 90 mm, 98 mm, and 104 mm. These numbers are often close enough to confuse buyers, but close is not the same as compatible. In practice, 89 mm and 90 mm paper cup lids should usually be treated as different specifications.
Use calipers to measure the outer edge of the rolled rim. Measure several cups from the same lot, not just one piece. A single sample may not show the actual range in production.
| Rim diameter | Typical cup volumes | Common use |
|---|---|---|
| 62 مم | 2 to 4 oz | إسبريسو، تذوق |
| 80 mm | 6 to 8 oz | Small hot drinks |
| 83 mm | 8 to 10 oz | Cafe hot cups |
| 89 mm | 10 to 20 oz | قهوة وشاي ساخنان |
| 90 مم | 10 to 20 oz | Regional hot cup systems |
| 98 mm | 16 to 24 oz | Iced drinks, smoothies |
| 104 mm | 24 to 32 oz | Large cold drinks |
Nominal size is only the first step. Buyers should also confirm rim profile, seating depth, and tolerance range before approving paper cup lids for production use.
If you are reviewing cups and lids together, compare the full system across أكواب ورقية و أغطية أكواب القهوة instead of qualifying each SKU in isolation.
Material choice affects heat resistance, sealing behavior, storage, sustainability claims, and cost. The right answer depends on drink temperature, service time, disposal pathway, and how much risk your operation can tolerate.
Polypropylene, or PP, is the standard commercial choice for hot beverage paper cup lids. It handles elevated service temperatures well and generally keeps its shape during carry-out use. For coffee shops, QSR, and delivery programs, PP is usually the safest starting point for hot drinks.
PET and recycled PET are mainly used for cold drinks where clarity matters. They are common for iced coffee, tea, juice, and display beverages. They are not a hot-drink material.
PLA is generally used for cold drinks only. It can work for operators with a verified composting pathway, but it softens under heat and should not be specified for hot coffee service. If compostability is part of the brief, buyers should verify both certification language and local waste handling reality before committing.
Paper-based paper cup lids can support a more natural look and may suit hot drinks, but they need closer evaluation for moisture resistance, coating type, and hold time. A paper lid is not automatically compostable or recyclable in every market.
Fiber lids can be attractive for sustainability-led programs, but fit is often more cup-specific and storage can be less forgiving. They may also require more force variation in application and more validation under actual service conditions.
| المواد | أفضل استخدام | Hot drinks | Cold drinks | Key buyer note |
|---|---|---|---|---|
| ص | Hot beverage service | نعم | نعم | Reliable for takeaway heat |
| PET/rPET | Cold display drinks | لا يوجد | نعم | Good clarity |
| PLA | Cold compostable programs | لا يوجد | نعم | Verify disposal route |
| الورق | Hot drink branding programs | Usually | محدودة | Confirm coating |
| ألياف مصبوبة | Sustainability-focused service | في كثير من الأحيان | محدودة | Validate fit carefully |
For buyers evaluating broader sustainability programs, material choice should align with the rest of the packaging line, not only the lid. That is especially important when comparing paper cup lids with عبوات الأغذية القابلة للتحلل.
A lid can physically fit a cup and still be wrong for the drink. Hot and cold paper cup lids are designed around different service conditions.

Hot lids are built for sipping, venting, and heat management. They usually include a narrow sip opening and a small vent hole. The vent helps equalize pressure so hot liquid does not surge unpredictably when the user drinks.
Cold lids are built for ice, straws, toppings, and product visibility. Flat cold lids often include a straw slot. Dome lids add headspace for whipped toppings, foam, or blended drinks.
This is why paper cup lids should be tested in live service conditions, not just pressed onto an empty cup at a desk.
Fit problems rarely come from one cause alone. Most failures are the result of rim geometry, tolerance stacking, and seating depth.
Not all cup rims are shaped the same. A lid tooled for a standard rolled rim may sit loose on another cup with a straighter wall or a heavier double-roll finish.
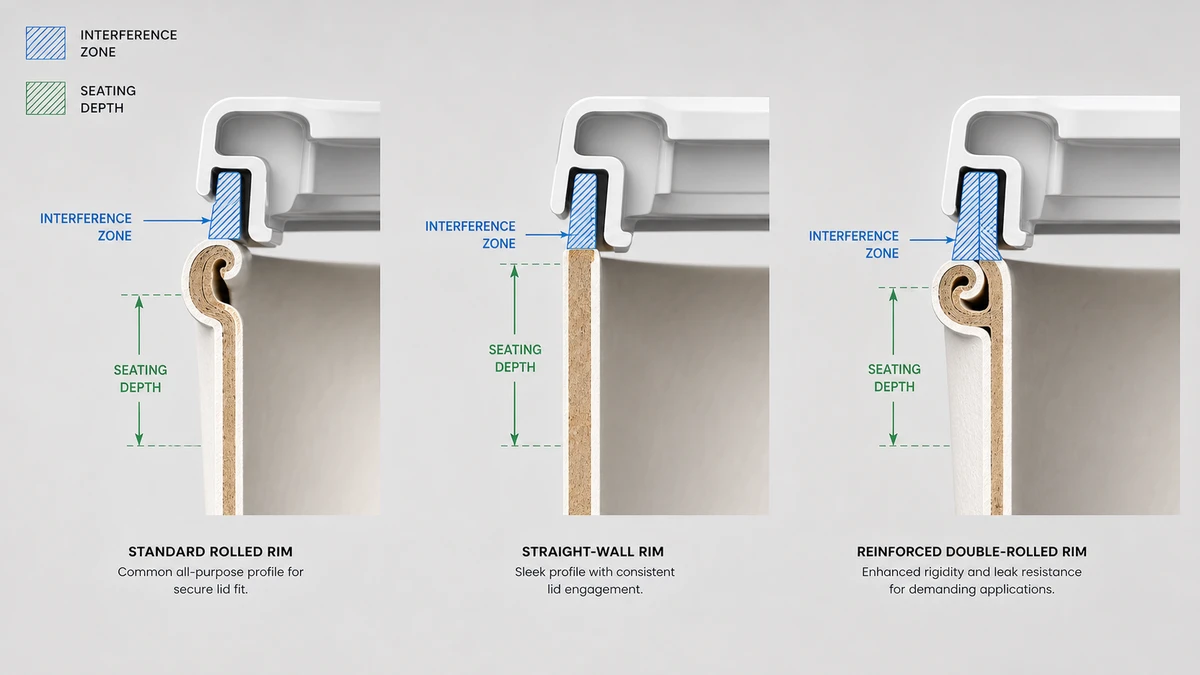
This is one reason nominal size cannot guarantee compatibility. Two cups may both be listed as 89 mm, but if the rim form differs, the same paper cup lids may not perform the same way.
Cup and lid manufacturing both allow a tolerance range. When a cup runs to the high side and a lid runs to the low side, the mismatch becomes large enough to affect sealing. The reverse can make lids overly tight and slow to apply.
That is why buyers should measure multiple samples from each lot and review the range, not just the target size.
A reliable lid fit normally includes:
Before approving paper cup lids, test with actual beverages:
This process is simple, but it catches many of the field failures that bench checks miss.
Good sourcing starts with a clear specification and ends with documented approval. It does not start with the lowest quote.

When requesting paper cup lids from a supplier, include:
MOQ varies by stock item, custom color, and custom printing. For standard lids, distributors may offer lower-entry ordering. For factory supply, MOQ is often tied to one full production run or case multiple. Buyers should confirm whether MOQ applies per size, per color, or per artwork.
For many B2B programs, the practical issue is not only MOQ but how many lid diameters are being carried. Fewer sizes usually mean better purchasing leverage, easier replenishment, and lower storage complexity.
Lead time depends on whether the item is stock or made to order. A stock program may move quickly, while custom production can require several weeks plus freight time. Buyers should ask for:
Always request physical samples before placing a volume order. Samples should be tested on your actual cup, with your actual beverage range, under your actual service conditions. This matters even when the nominal size looks correct on paper.
If paper cup lids will be sold into regulated foodservice channels, documentation should be part of supplier approval. Typical requests include:
For U.S. reference on food-contact packaging, buyers can review the FDA food-contact substances framework.
When cups, lids, and other service items are sourced together, it can also help to align purchasing across حاويات تغليف المواد الغذائية و ملحقات التعبئة والتغليف.
Measure the cup’s top rim diameter and confirm the rim profile. Paper cup lids are matched by those dimensions, not by the ounce size printed on the cup.
Yes, often it can if both cups share the same rim diameter and rim shape. Many operators reduce SKU count by standardizing cup platforms this way.
Usually no. That 1 mm difference is a common reason for leaks, rocking, or lids not seating fully.
PP is usually the most reliable choice for hot coffee service because it performs well at higher temperatures and holds fit better during takeaway handling.
No, not in most normal beverage-service conditions. PLA is generally a cold-drink material and should be validated carefully before any sustainability claim is used in procurement.
Empty-cup checks often miss heat, fill level, queue hold time, and carry movement. A lid may appear seated when dry and static but fail once the cup is full and being handled.
Ask for rim compatibility, tolerance range, material spec, MOQ, lead time, sample availability, pack configuration, and supporting compliance documentation. Then test samples on your actual cups before approving production.







